Original Post from Productivity Inc., Clean & Green Industrial Parts Cleaning Series Part 2 Keeping Your Parts Production Process Green Without Sacrificing Clean
posted September 21, 2020
Clean & Green Industrial Parts Cleaning Part 2
In Part 1 of the Clean & Green Industrial Parts Cleaning Series, we discussed Environmental Considerations for Green Parts Cleaning Solvents. In this article, we will focus on keeping your parts production process green AND clean. In an industry in which production time, volume, and quality are critical, it is increasingly important to ensure that your production parts meet desired results and established specifications. Parts cleaning is a big part of this equation.
 It is equally important for any manufacturer to consider the “total cost of ownership” when considering the cleaning process. Facility managers must become well-versed in the extensive cleaning processes and chemistries available that will provide the performance level required as well as meet EH&S standards. These managers MUST learn the differences between aqueous and solvent cleaning solutions, and the advantages and disadvantages of using each process to ensure that your parts production process is green AND clean.
It is equally important for any manufacturer to consider the “total cost of ownership” when considering the cleaning process. Facility managers must become well-versed in the extensive cleaning processes and chemistries available that will provide the performance level required as well as meet EH&S standards. These managers MUST learn the differences between aqueous and solvent cleaning solutions, and the advantages and disadvantages of using each process to ensure that your parts production process is green AND clean.
Chemistry First
Cleaning performance is directly related to the selection of the cleaning equipment and proper chemical process (i.e. cleaning solution, soil compatibility, solution concentration, solution temperature, proper exposure period and required mechanical action). It takes a right combination of all these ingredients to achieve maximum results for production, quality, personnel safety, and environmental requirements.
Any cleaning agents or cumulative bath solutions that are classified as hazardous are targeted for special waste handling/disposal because they are generally:
- Carcinogens (cancer causing)
- Bioaccumulative (continue to accumulate in human cell tissue)
- Toxic (poisonous)
- Affect most wastewater treatment systems (not Bio friendly)
- Must comply with environmental concerns (EPA, OSHA, ACGIH, NIOSH, etc.)
 In the US, these substances are regulated by the US EPA, Clean Water Act, Clean Air Act, and other regulatory concerns such as local compliance. The ultimate challenge is to find a balance between performance, EH&S concerns, and cost of operations. Achieving one goal can sometimes be at odds with another, that is the balance to keep your parts production process green AND clean.
In the US, these substances are regulated by the US EPA, Clean Water Act, Clean Air Act, and other regulatory concerns such as local compliance. The ultimate challenge is to find a balance between performance, EH&S concerns, and cost of operations. Achieving one goal can sometimes be at odds with another, that is the balance to keep your parts production process green AND clean.
General Aqueous Cleaning
This process consists of blended water and water-soluble chemical components. These compounds can include additives (surfactants, solvents, acids, alkaline building agents and inhibitors) to enhance the process performance or meet specific needs. Ideal compounds are rated as low or no volatile organic compounds (VOCs), no hazardous air pollutants (HAPs), non-flammable or combustible, and no global warming potential (GWP).
Normally diluted with water between the chemistry range of 2-15 percent, these cleaning products rinse easily with water. There are a number of these products on the market, and they are generally designed for use with all types of spray and immersion washers. Some companies add the use of ultrasonics or other types of mechanical action to enhance particulate removal. Aqueous cleaning chemistries include emulsifiers, non-emulsifiers (oil-splitting), acidic (pH less than 4), neutral (pH of 4-9), and alkaline (pH of 9-12.5).
With aqueous comes adders therefore aqueous cleaning systems must incorporate the following features to produce clean parts:
- Source of fresh water for make-up to replace water lost due to exhaust systems, carry-out on parts, evaporation, multiple rinse stages, and dilution created by overflows to drain or recycle process.
- The quality of the rinse water is important based on required part quality from a spot-free rinse to purity level when dealing with critical cleaning such as medical.
- The cost for this water – especially the disposal or recycle- varies based on local charges, fees, and other factors.
- If additional rinse stages are required- additional floor space is too.
- Typically, an automated material handling system is required to move the work from stage to stage. This increases cost.
- The cost to generate RO or DI water must be considered in total operational cost.
- And in some case, the user is limited to total gallons used in a set time frame. Thus, the required volume for production may not always be available.
- Bath life must be considered – replace or recycle. With this feature comes replacement chemistry and water resulting in cost and time
- Analytical process time to monitor/test percentage of chemical concentration in the bath to ensure it meets desired process range.
- Disposal of contaminated bath or soils removed from the bath – time and money.
- Variety of products being cleaned may require various chemicals to be used.
- Numerous other actions sometimes required based on process / application such as air scrubber required, etc.
General Solvent Degreasing
This is a most common process used by many manufacturers today. Today’s cleanliness specifications for precision and critical cleaning indicates that most metal parts cannot have any contaminant residue or rinse water residue on the product, thus increasing the interest in solvent cleaning agents. It is important to note that the use of solvent in manufacturing is growing. In addition to the cleanliness specifications mentioned above, solvent cleaning is also increasing due to superior performance when compared to inability of water to properly perform in certain criteria, component spacing, and restrictive drying process. Materials compatibility is similarly a major area for concern where solvent is superior!
Unlike aqueous cleaners that must be matched to specific process per substrates, solvents generally offer:
- Multi-metals compatibility
- Multiple lubes-removal compatibility
- Ease of application
- Assured drying
- Very low surface tension (ability to penetrate and evaporate quickly)
- Less floor space requirement
- Lower energy consumption and therefore lower cost of operation
- Zero discharge to drain
Users today are evaluating these processes to provide a safer workplace while improving the production throughput within expected cost of operations. Based on regulatory concerns, many chemical manufacturers have devoted resources to research and development efforts.
Trending Today: Vacuum Degreasing Systems – Innovation with Performance in a Compact Package
 Recently, a new generation of solvent cleaning systems has combined with emerging new solvents such as modified alcohols and refined hydrocarbons to replace some aqueous and traditional solvent systems.
Recently, a new generation of solvent cleaning systems has combined with emerging new solvents such as modified alcohols and refined hydrocarbons to replace some aqueous and traditional solvent systems.
Vacuum degreasing systems can drastically reduce solvent consumption as well as offer the operator maximum isolation from the process. These new highly rated machines and solvents offer the following features:
- Enclosed process operation / isolated from personnel and ambient area
- High PEL limits for personnel safety
- Low GWPs
- Low surface tension for superior penetration / evaporation
- Low VOC ratings
- Non-flammable
- Low carbon footprint contribution / more energy efficient
- Compatibility with multi-metals/lubes
- Rapid drying (and generally residue-free)
- Nothing to drain
- No water consumption
- Ultra-low air emissions
- Multiple process options such as ultrasonics, rotation, immersion, sprays, etc.
- Superior drying capability due to vacuum extraction
- On-board distillation ensures continuous solvent quality during all phases of operation while consolidating the waste stream thus reducing disposal cost.
- Corrosion protection on demand (if required)
- Some solvent selections work equally well on both polar and non-polar soils thereby cleaning a variety of soils in a single piece of equipment
“and always remember – that solvent will penetrate where water will never reach – and what goes in must come out to be clean!”
These systems offer the most economical “total cost of ownership” over traditional cleaning systems on the market today. Their popularity increases each day on a global scale.
Choosing Aqueous or Solvent Cleaning
Whether to use an aqueous or a solvent process is the parts manufacturer’s choice, of course, but the right chemistry and equipment will help improve and keep your parts production process green AND clean. The many characteristics and different aspects of the two types of processes must be evaluated. Compatibility and efficiency testing should be performed before a new process is selected. Such tests could prove that a process is superior to another and/or indicate that a process is not the most appropriate for the specific manufacturing needs.
Consider developing a matrix like the one below to identify the best options for your manufacturing application.
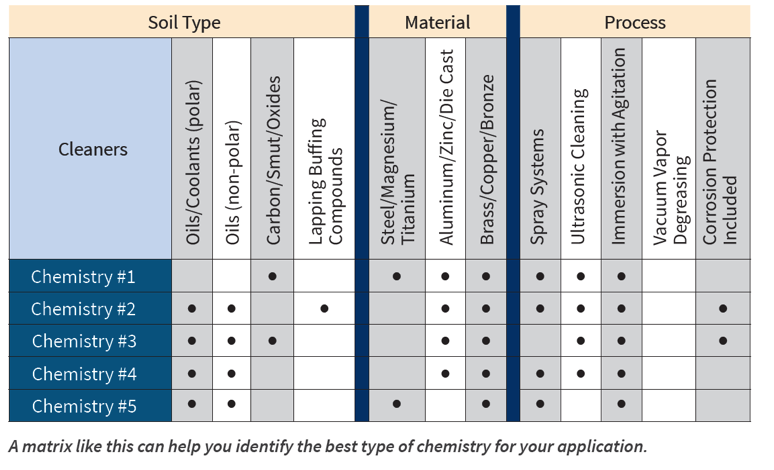
Tech Note: If your plant cleaning operations include the removal of both polar and non-polar soils, it is possible to combine the operations into a single station using the correct solvent.
Keeping Your Parts Production Process Green – Simplify Disposal & Lower Costs
Take the time to evaluate the goals you determine to prioritize:
- Production throughput
- EH&S requirements for personnel
- Cleanliness specifications
- Waste disposal cost
- Upgrade existing cleaning equipment
- Future process change
- Total cost of operations
I recommend you contact various enablers of technology to develop a matrix of data that will help you “fill in the blanks”. Find trustworthy professional organizations like Gosiger who will provide you accurate information and support.
Every dollar you save by becoming “greener” in your process will multiple in numerous ways:
- Less chemical consumption
- Less waste disposal
- Fewer rejects
- Improved quality
- Reduced personnel exposure to operations/chemicals
- Less energy consumed
All this and more adds up to considerable saving for your company and our environment in the long term. You can be green and clean in today’s world!
KYZEN & Gosiger can perform a free process evaluation and cleaning analysis on your parts to verify results before you make a commitment. Contact us today to begin your green parts cleaning journey!
To read Part 1 of the Clean & Green Industrial Parts Cleaning Series check out Environmental Considerations for Green Parts Cleaning Solvents.
Written by Joe McChesney, Global Products Line Manager – Solvents for Kyzen.
Joe McChesney is the Global Products Line Manager – Solvents for KYZEN Corporation. Over 40 years’ experience regarding solvent and aqueous cleaning processes from conceptual design through field operation. KYZEN is a global leader in providing environmentally responsible, RoHS compliant precision cleaning chemistries for industries ranging from electronics and advanced packaging to metal finishing and aerospace applications.